


產品應用更多
聯系我們更多>>

地址:南京經濟技術開發區恒誼路1號19棟1層
聯系人:王總
電話:025-84486072、025-84600601;
手機:13951654323、13705159750
傳真:025-84600601
郵箱:njzhoulian@126.com
淬火液的選用
工具鋼淬火工藝以及淬火液、淬火劑的選用
南京洲聯
碳素工具鋼淬火工藝
碳素工具鋼制工件,可根據具體情況來選用冷卻液。因為它的淬透性低,一般小直徑工件可以用普通機械油淬火,淬火時動作要迅速,免得在入油前,因奧氏體在高溫發生部分轉變而達不到所要求的高硬度。有些工件如果硬度要求較低,油淬也能達到要求,就可以用油淬以減少變形和開裂。如果普通機械油淬火達不到硬度要求,可以用快速淬火油淬火。直徑在15~18毫米的在水中可以淬透,但容易產生很大的內應力和變形。直徑更大,即使在水或鹽、堿水溶液中也難淬透,淬硬層也較薄,從淬硬層過渡到未淬硬的內層,其硬度發生陡降,即過渡層很薄,故淬火時會產生很大的內應力,并易形成弧形裂紋,對于有些工件,它們只求有硬的表面,存在未淬硬的心部反而對保持高韌性有利,故直徑大至18~30毫米的工件,仍可采用快速淬火油、冷速介于水-油之間的水溶性淬火液或分級淬火的方法。
以T8鋼淬火工藝為例
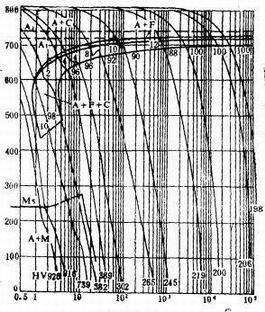
從圖中T8鋼的連續冷卻轉變曲線圖分析,若得到完全馬氏體,在整個冷卻過程中,在500-600℃左右的范圍,要求冷速達到最大值,冷速大于等于臨界點,不和S曲線的鼻尖處相交。在此處冷速越慢,發生鐵素體析出或非馬氏體組織的形成,馬氏體組織越少。為了減少變形和防止開裂,要求淬火介質在Ms點以下的冷卻速度緩慢。
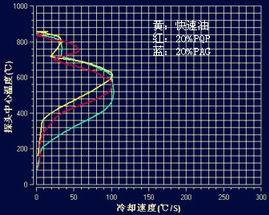
從圖中3種淬火液的冷卻特性對比可以看出,10%PQP此濃度的冷卻特性最接近快速淬火油,在500-600℃左右,冷速達到最大值,并且在300℃以下的冷卻速度很小。對非等溫分級淬火,或代替油直冷淬火的碳素工具鋼,可采用PQP淬火介質,根據工件的有效直徑或厚度、以及淬火要求,可通過濃度的調節,控制500-600℃左右的冷卻速度,以及制定其他熱處理工藝來完成淬火目的。PQP淬火介質的特點是,300℃以下的冷卻速度很小,在中溫區600℃左右通過濃度的調節,能獲得普通淬火油至2~3倍淬火油的冷速,低溫區(300℃)時的冷速接近油的冷卻速度,Ms點以下的冷卻速度緩慢,使工件在獲得更高淬火硬度的同時減少變形和防止開裂。
碳素工具鋼常見的淬火缺陷:
淬火過程中有可能出現的缺陷有淬火變形,開裂及硬度不足等等。
一、淬火變形及開裂,其形成原因可能有
1, 原材料有嚴重的網狀滲碳體,粗片狀珠光體,嚴重的表面脫碳,鍛造時過熱或工件具有很大的機械加工應力。
2, 淬火溫度過高,加熱速度太快,淬火加熱時脫碳。
3, 淬火介質選擇不當。
4, 淬火后末及時回火,返修的淬火工件中間未經退火。
5, 工件形狀復雜,斷面尺寸變化突然,淬火時未采取相應的防護措施。
二、針對這些原因,采取防止變形開裂的措施為
1, 對存在嚴重網狀二次滲碳體或片狀滲碳體的工件,進行正火及重新球化退火以改善原始組織。形狀復雜或加工應力大的工件,可先進行高溫回火,以去除應力。
2, 正確選擇淬火加熱溫度,形狀復雜的工件應預熱,選擇較低的加熱溫度或加熱出爐后預冷再淬火。
3, 尺寸較小的工件,形狀復雜或硬度要求不太高的工件,應盡量用油或冷卻強度較弱的淬火介質。
4, 淬火后及時回火,返修的淬火工件中間要退火。
5, 對某些工件,采用專用淬火壓床、特殊的淬火夾具及回火夾具。
三、淬火后硬度低于所要求的硬度,其原因可能為
1, 淬火加熱溫度過低或保溫時間不夠。
2, 冷卻介質選擇不當。
3, 原材料脫碳層未除盡或淬火加熱時脫碳。
4, 淬火出爐后,在空氣中停留時問過長。
針對這些原因應采取相應預防措施。對已造成硬度不足的工件,除因脫碳面無法補救外,其他均可按正確工藝重新淬火,但事先必須退火以防止工件的開裂。
合金工具鋼淬火工藝
以9SiCr鋼為例
9SiCr鋼等溫淬火可使熱應力和組織應力減至最小,并大大減少工具的變形,當在870~875℃加熱時,Ms點約為170℃,選擇的等溫溫度為180℃左右,停留30~60分鐘后空冷。等溫停留時,部分奧氏體將轉變為下貝氏體,從而使鋼的硬度、強度和韌性得到良好的配合,并保證工具有良好的耐磨性。等溫溫度過高,硬度和強度會急劇下降,而溫度過低,將得不到所需的部分下貝氏體量。在一定的淬火加熱溫度下,等溫溫度的高低會影響隨后空冷時形成的馬氏體的數量;
適當的等溫時問,可使鋼具有最高的強度和塑性,但時間過長,則硬度、機械性能都下降.這是因為下貝氏體和殘余奧氏體量增加的緣固。9SiCr鋼等溫淬火后的金相組織為:馬氏體+下貝氏體+殘余奧氏體+殘留合金滲碳體。
9SiCr鋼制工件也可采用分級淬火和直接油淬或冷速介于水-油之間的水溶性淬火液。分級溫度為180℃左右,停留時間視工件大小而定,一般為2~5分鐘。在相同的淬火加熱溫度下,油淬要比分級淬火的硬度稍高。 870~875℃加熱油淬,其殘余奧氏體的含量約為8~10%。油淬和分級淬火后的組織應該是馬氏體+殘留合金滲碳體+殘余奧氏體。采用冷速介于水-油之間的水溶性淬火液,馬氏體過渡區的冷速要求竟可能小,使組織應力減至最小,減少工具的變形。
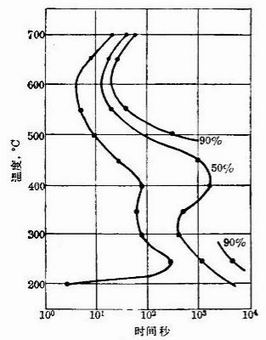
從圖中9SiCr鋼的連續冷卻轉變曲線圖分析,若得到完全馬氏體,在整個冷卻過程中,在600℃左右的范圍,要求冷速達到最大值,冷速大于等于臨界點,不和S曲線的鼻尖處相交。在此處冷速越慢,發生鐵素體析出或非馬氏體組織的形成,馬氏體組織越少。此類鋼淬透性好,要求Ms點以下的冷卻速度緩慢,可減少變形和防止開裂。
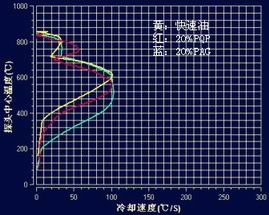
對非等溫分級淬火,或代替油淬火的9SiCr,可采用PQP淬火介質,10%PQP濃度的冷卻特性接近于快速淬火油。在生產中可根據工件的有效直徑或厚度、以及淬火要求,通過濃度的調節,控制600℃左右的冷卻速度,以及制定其他熱處理工藝來完成淬火目的。PQP淬火介質的特點是,300℃以下的冷卻速度很小,接近于淬火油,在中溫區600℃左右能獲得普通淬火油至2~3倍淬火油的冷速,使工件在獲得更高淬火硬度的同時減少變形和防止開裂。PQP淬火介質同樣適用于9Mn2V、CrWMn等合金工具鋼的淬火。